Уважаемые партнёры!
На данный момент идёт активное добавление рецептур в программу GenMix на все автомобили Китайского производства.
В связи с этим рекомендуем обновлять программу не реже чем раз в две недели. В разделе «О ПРОГРАММЕ».
На данном форуме осуществляется регистрация с предварительным одобрением у администрации. Заполните представленные ниже поля, нажмите "зарегистрироваться" и дождитесь положительного ответа от администрации.
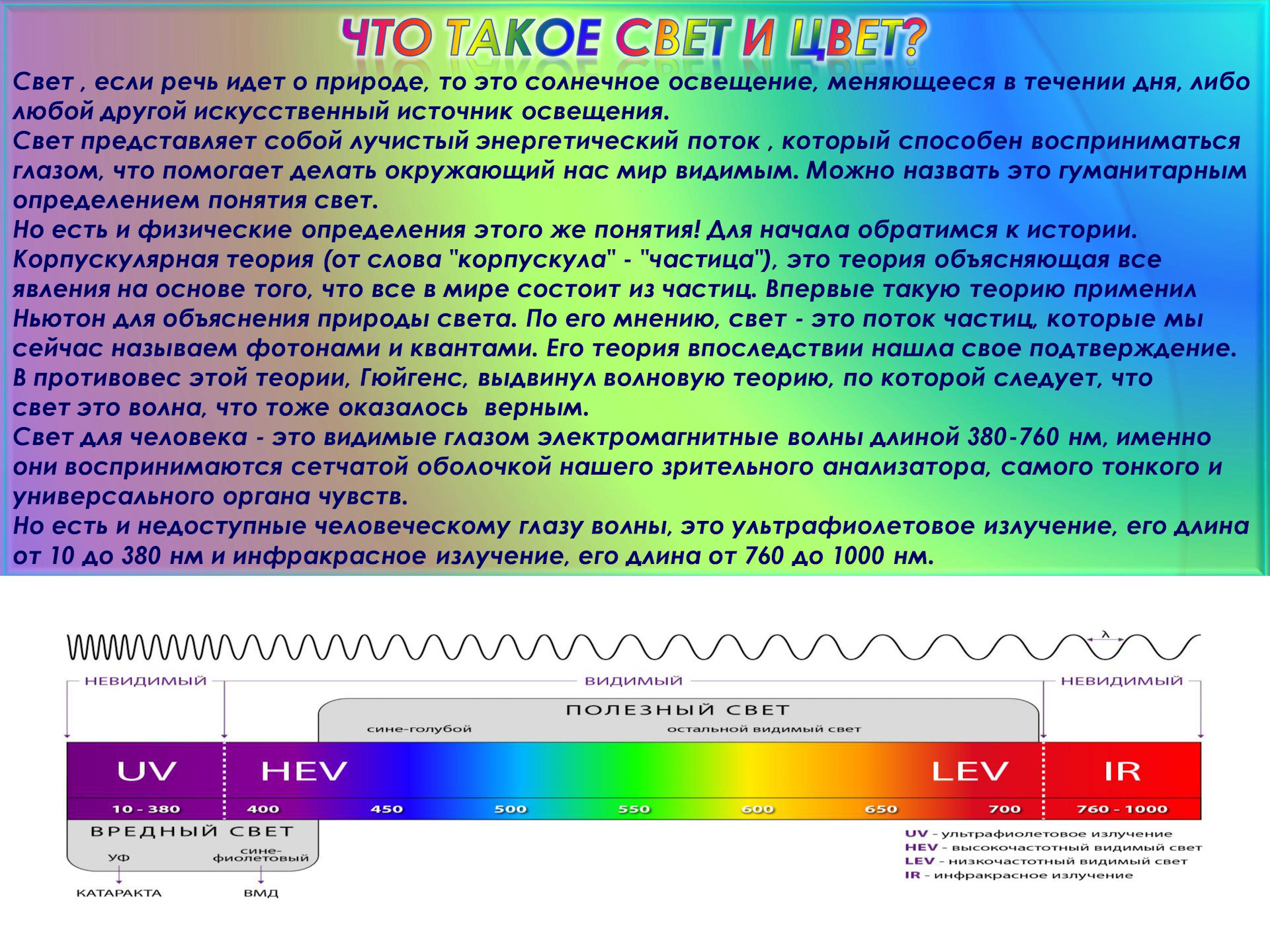
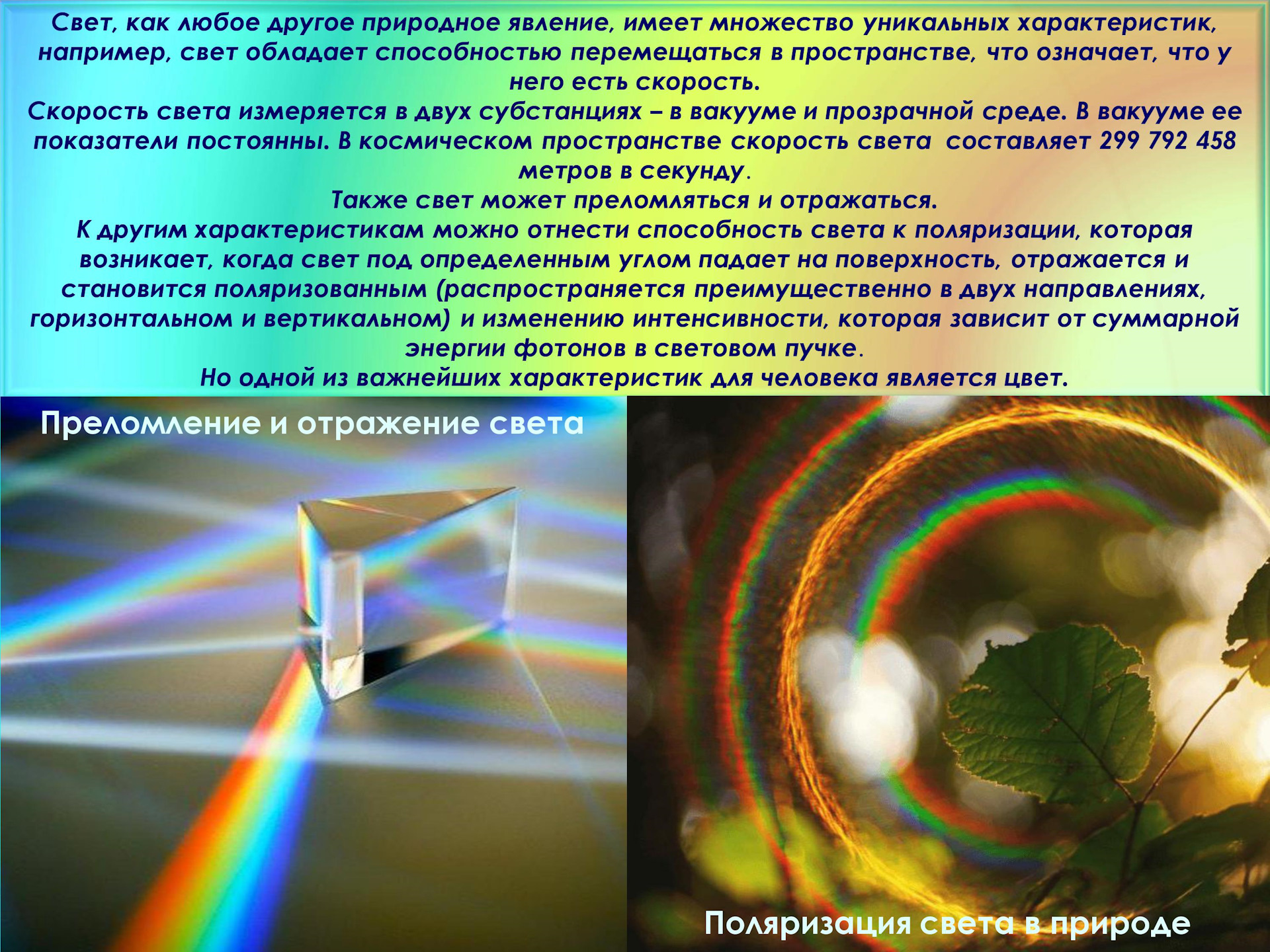
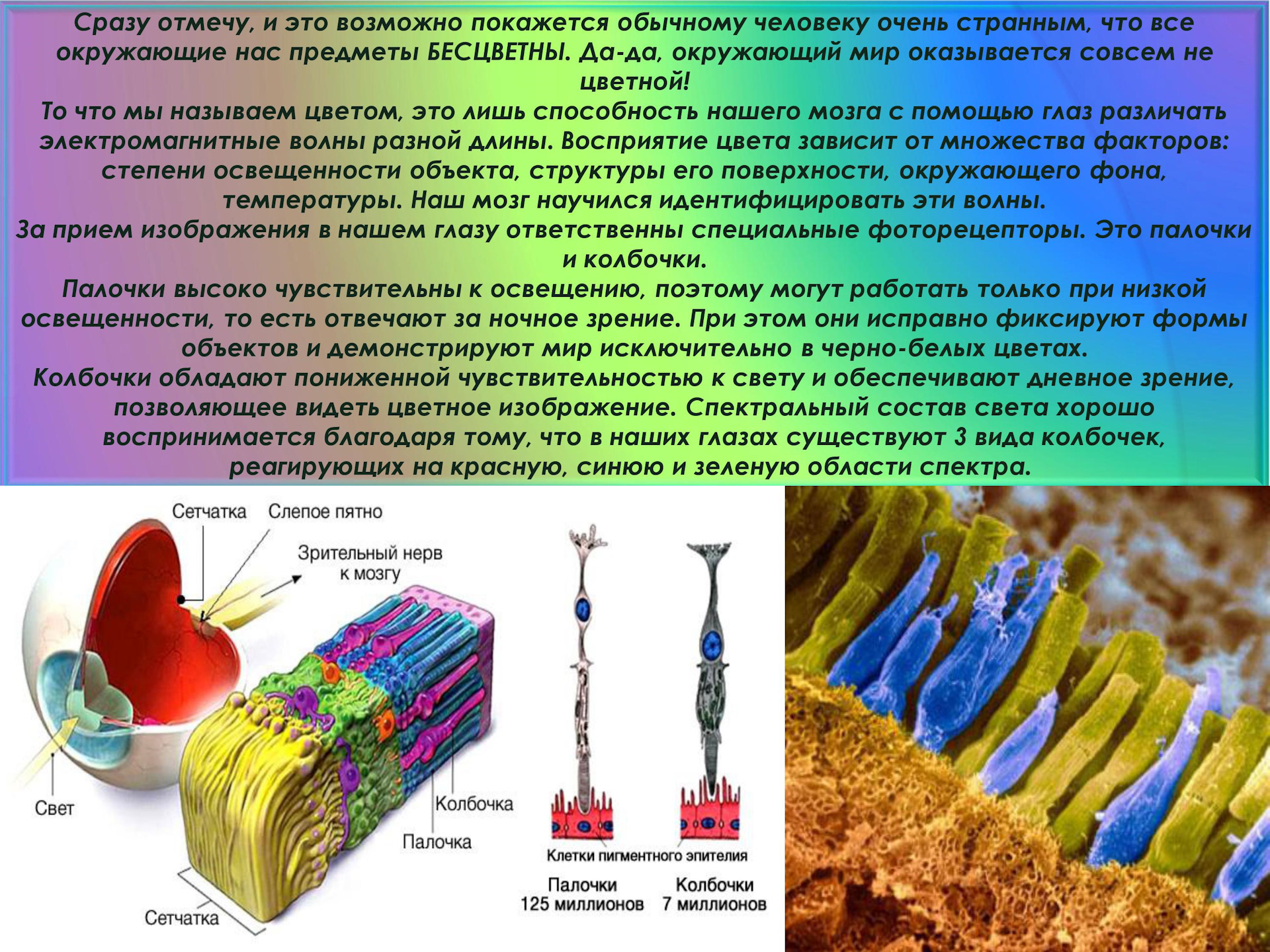
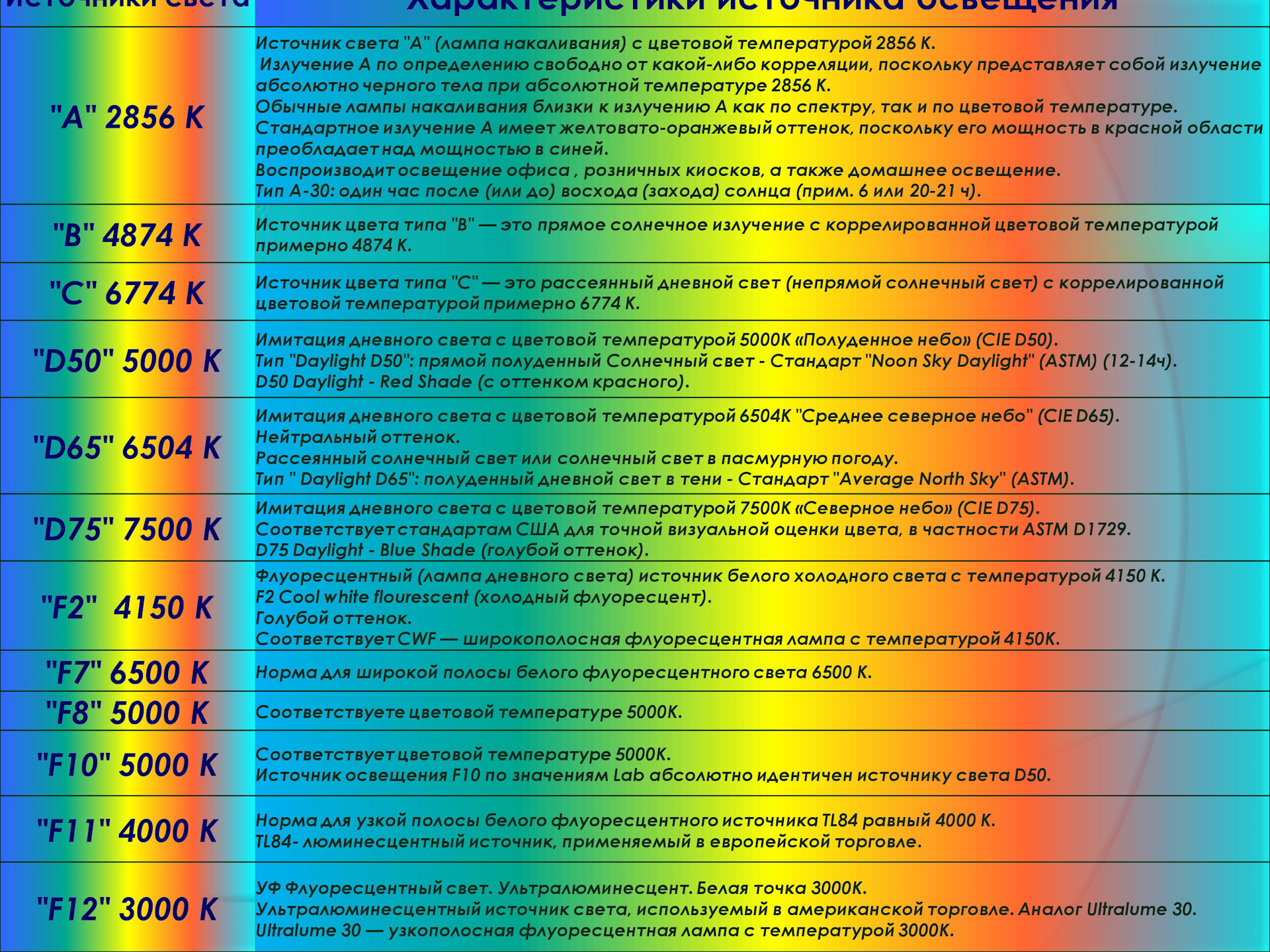
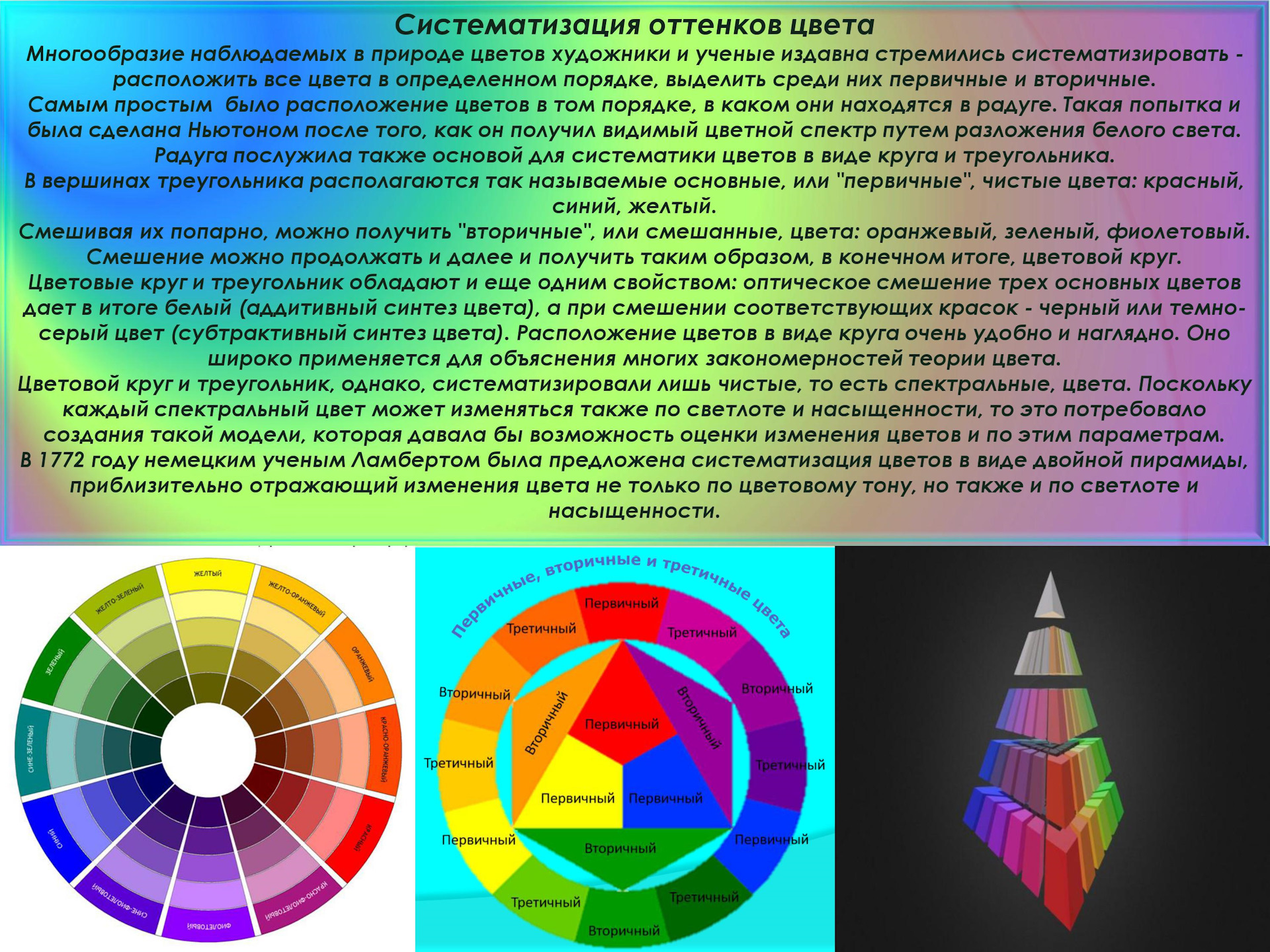
"Свет и цвет". В этой презентации, вы сможете ознакомиться с множеством интересных и научных фактов о таких явлениях как свет и цвет! Для удобства, данная презентация будет представлена также в формате PDF. Приятного и полезного просмотра!
Уроки колористики. 2 урок. Серебристая краска.
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
13 июля 2018 18:43
Уроки колористики. 2 урок. Серебристая краска.
Уроки колористики. 1 урок. Серебристая краска.
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
26 июня 2018 23:34
Уроки Колористики. 1 урок. Серебристая краска.
Соответствие цветов LADA / RENAULT / NISSAN
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
30 мая 2018 21:11
У этих авто цвета совпадают, но код и название разные.
Весьма полезная таблица для тех, кто не пользуется манометром при работе! Таблица расчета контроля давления в зависимости от характеристик шланга. Пользуйтесь на здоровье!
Немного о таких значениях как "сухой остаток"
и VOC
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
3 июня 2017 23:20
Немного о таких значениях как VOC и "сухой остаток" в лакокрасочных материалах. Какая разница между этими значениями интересует многих.
На самом деле тут все довольно просто. В основе этого лежит экологическая составляющая. Автотранспорт, электростанции, химические производства являются источниками загрязнения атмосферы. Производители ЛКМ, например, загрязняют окружающую среду растворителями, испаряющимися в атмосферу. А самый большой вред наносит экосистеме автотранспорт.
В Европе это хорошо понимают и с каждым годом ужесточают экологические нормы, в том числе и в отношении VOC. Там одни из самых жестких требований, предъявляемых к производителям ЛКМ к экологической чистоте материалов.
Основное требование, предъявляемое европейскими экологами – это сокращение выбросов в атмосферу летучих органических соединений. Иногда говорят летучие органические вещества, сокращенно по-русски ЛОС или ЛОВ.
Подобная законодательная экологическая норма в свою очередь ведет к тому, что лакокрасочная отрасль начинает искать новые решения. И по мере совершенствования лакокрасочных материалов главной задачей в европейских странах, стала разработка продуктов с наименьшими потерями для экологии.
К решению этой задачи можно отнести, как усовершенствование и популяризацию водоразбавляемых ЛКМ, именно по этой причине европейцы используют повсеместно водоразбавляемые лакокрасочные системы, так и создание материалов с низким содержанием летучих органических соединений и соответственно с высоким содержанием сухого остатка.
Обычно органорастворимые материалы содержат пленкообразователи с высокой вязкостью, которые для успешного нанесения различными методами требуют введения большого количества растворителя. В последние годы на рынке ЛКМ появились новые материалы на основе низкомолекулярных пленкообразователей с низкой вязкостью, что позволяет повысить сухой остаток. Но тут есть одно «но», следствием снижения молекулярной массы пленкообразователя зачастую является уменьшение жизнеспособности материала после смешивания компонентов, поэтому очень много работы было посвящено именно ускорению процесса сушки. Исследования показывают, что составы с уменьшенным молекулярным весом способны, застывая, образовывать пленку повышенной прочности, если в их состав вводить реакционноспособные смолы. Пленка тогда гораздо более устойчива не только к механическим повреждениям, но и к воздействию химикатов. Такие покрытия долговечны, остаются красивыми в течение многих лет. Также увеличивается вероятность образования потеков при нанесении. Поэтому для получения качественного покрытия в процессе работы необходим контроль реологических свойств материала. Только в этом случае покрытия будут обладать требуемыми физико-химическими свойствами.
В Европейском Союзе принято считать VOC любые органические химические соединения, которые имеют высокое давление паров в обычных условиях при комнатной температуре, с точкой кипения ≤ 250°С. Виды VOC многочисленны и разнообразны. Бывают как природного, так и искусственного происхождения.
Основным источником VOC в лакокрасочных материалах являются растворители, которые влияют на скорость высыхания, контролируют вязкость и тиксотропность. Выделяются из жидких веществ, включают в себя различные химические элементы, которые имеют краткосрочные или долгосрочные неблагоприятные последствия для здоровья человека.
Высокая концентрация VOC не только загрязняет воздух, которым мы дышим, но приводит к различным заболеваниям, таким как головная боль, глазные заболевания, заболевания дыхательных путей, а также снижение работоспособности нашей иммунной системы. Некоторые органические соединения способны вызвать рак у животных, а некоторые известны как причина рака и у людей.
Кроме того, летучие органические соединения способствуют образованию озона вблизи поверхности Земли, так называемый приземной озон, который является составляющей смога и даже в небольших концентрациях может оказывать пагубное влияние на здоровье, вызывая всякого рода расстройства, что может стать причиной серьезных заболеваний.
Нормальная концентрация в атмосфере этого элемента безусловна нужна, озон действительно чистит наш воздух, являясь сильным окислителем, он разлагает многие токсические примеси в атмосфере до простых безопасных соединений, тем самым обеззараживая воздух, но к сожалению переизбыток озона оказывает плохое влияние на живые организмы.
Производители по закону обязаны маркировать продукцию, которая содержит и выделяет VOC-вещества. Для этого используют 5-ти уровневую шкалу: • Минимальное содержание VOC: 0-0,29% • Низкое содержание VOC: 0,30-7,99% • Среднее содержание VOC: 8,00-24,99% • Высокое содержание VOC: 25-50% • Очень высокое содержание VOC: 50% и выше.
Вот так выглядит официальная марка ЕС, заветный европейский экологический символ — эко-цветок. Этим цветком ЕС награждает производителей стран Европейского союза и Европейской Экономической Ассамблеи, продукция которых значительно превосходит продукцию других производителей по экологическим критериям. Если видите данный символ на продукте, значит он безопасен для экосистемы.
В отличие от своих европейских коллег российские потребители ЛКМ в настоящее время еще не ограничены столь жесткими экологическими требованиями при выборе систем покрытий. У нас в стране отношение к экологии не столь бережливое. И экологические стандарты в этой области у нас кардинально отличаются от европейских. По сей день не принят Технический регламент ЕАЭС на лакокрасочные материалы. Именно технические регламенты по безопасности должны стать главным регулятором допуска продукции на рынок и закладывать параметры безопасности для человека и окружающей среды.
На сегодняшний момент европейцы используют такую разрешенную норму максимальное содержание ЛОС для авторемонтных лакокрасочных материалов: Продукты для подготовки и очистки 850 (г/л) Средства для предварительной очистки 200 (г/л) Заполняющая шпатлевка (все типы) 250 (г/л) Грунтовка (отделочная/доводочная шпатлевка и многофункциональная грунтовка (для металлических поверхностей) 540 (г/л) Травильная грунтовка 780 (г/л) Верхний слой (все типы 420 (г/л) Отделочные покрытия с особыми свойствами (все типы) 840 (г/л) г/л в готовом для употребления продукте. За исключением "подготовительных и чистящих продуктов", любое содержание воды в продукте, готовом к употреблению, не следует принимать во внимание.
Если кратко, в Европе считают то что испаряется в атмосферу, загрязняя экологию и нанося вред здоровью. В нашей стране считают материал, оставшийся на поверхности после испарения всех летучих компонентов, иначе говоря "сухой остаток".
Что есть "сухой остаток" – это массовая доля нелетучих веществ в составе лакокрасочного материала, которая остается на поверхности после его отверждения. Определяется путем замера массы образца после полного отверждения и первоначальной массы. В ЛКМ к ним можно отнести смолы, пигменты, различные присадки и добавки.
В технической документации обычно его значение выражают в процентах от общего веса продукта. Данный параметр определяется в лаборатории производителя. Величина сухого остатка, как правило, приводится в техническом паспорте на материал.
В России для определения этого существует ГОСТ 31939-2012 (ISO 3251:2008) Материалы лакокрасочные. Определение массовой доли нелетучих веществ (ИСО 3251:2008. "Краски, лаки и пластмассы. Определение содержания нелетучих веществ", MOD)
Но если самому посчитать, то целесообразнее рассчитывать не на сухой остаток основы ЛКМ, а на сухой остаток рабочей смеси, готовой к применению. Например: Если на материале указано, что содержание сухого остатка у материала составляет 50%, это значит, что в 1 кг материала содержится 500 г сухого остатка. Для нанесения распылением и обеспечения рабочей вязкости его нужно разбавить, добавив 20% или 200 г разбавителя на каждый килограмм материала. В результате мы получили 1200 г готового к работе состава, содержащего 500 г сухого остатка. Рассчитаем процент сухого остатка — 500 х 100 / 1200 = 41,6%. Таким образом, в рабочем составе содержание сухого остатка снизилось с 50% до 41,6%.
Чем выше сухой остаток ЛКМ, тем большая толщина покрытия получается после высыхания пленки. Взять к примеру грунты с высоким сухим остатком, их обычно используются в процессах, где нужно добиться толстого слоя грунта за одно нанесение.
Хотя российские ГОСТы позволяют измерить не только то, что осталось, но и то, что испарилось. ГОСТ 31991.2-2012 (ISO 11890-2:2006) Материалы лакокрасочные. Определение содержания летучих органических соединений (ЛОС). Газохроматический метод (lSO 11890-2:2006 "Краски и лаки. Определение содержания летучих органических соединений (ЛОС). Часть 2. Газохроматический метод", MOD)
Аббревиатуры LS, MS, HS, UHS/VHS/HD как раз и несут в себе информацию о содержании сухого остатка в готовой к применению смеси в эмалях, грунтах или лаках.
LS (Low Solid) – низкое содержание сухого остатка. MS (Medium Solid) – среднее содержание сухого остатка. HS (High Solid) – высокое содержание сухого остатка. UHS/VHS/HD (Ultra High Solid/Very High Solid/High Density) – сверхвысокое содержание сухого остатка. Пока не существует достаточно четкого определения материала по сухому остатку. Традиционно к ним относят ЛКМ с содержанием нелетучих веществ свыше 60% (по объему).
Больше информации можно узнать в статье "Современное состояние и перспективы развития мировой лакокрасочной промышленности" snab.ru/lkm2/01/01.pdf Также на сайте artmalyar.ru/materialy/ls-ms-hs-uhs-vhs.html
Что влияет на конечную стоимость лакокрасочных
материалов?!
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
3 ноября 2016 2:25
Из чего же складывается цена на лакокрасочные материалы? Коротко, и надеюсь понятно) Цена ЛКМ зависит от стоимости компонентов, концентрации цветового пигмента, маркетинговых расходов, включая рекламу и омологацию у ведущих производителей авто, страны производства ( самые дорогие линейки производят в Европе, Америке, Японии, так как там маркетинговые и производственные расходы очень высоки, то же самое электричество обходиться в разы дороже, я молчу про заработный фонд сотрудников завода, которые получают намного больше за свой труд, нежели их коллеги из Китая и стран ближневосточного региона). Все это складываем и у нас получается конечная стоимость продукта. Европейские и американские бюджетные микс-системы предлагают микс-системы, в составе которых используются менее качественные пигменты, либо их концентрация снижена за счет добавления большего количества разбавителя. Либо и то и другое. То есть качество лакокрасочного материала снижается. Но существуют способы снижения себестоимости краски не во вред качеству — это перенос производства в страны с низкими производственными издержками и отказ от дорогостоящих маркетинговых расходов, которые сильно влияют на конечную стоимость материала, где по сути материал просто дорожает. Например: обязательства по разработке и включению в систему специальных компонентов для покраски редких моделей автомобилей той, или иной марки. Разработки стоят дорого, а объемы продаж не всегда позволяют окупить эти расходы.Однако производители красок премиум-класса для того, чтобы получить официальное разрешение на поставку своих ЛКМ в дилерские автоцентры, идут на такие издержки, закладывая их в стоимость всех компонентов системы. Очень часто задают вопрос по микс-системе GENROCK, почему если такая хорошая система, то так дешево?! Рассказываю, на систему GENROCK, производитель не тратит больших денег при производстве, скорее наоборот, затраты на порядок меньше, так как у него нет таких издержек как у европейских или американских производителей, потому что завод находится в Ливане. Также не тратится на дорогие маркетинговые расходы, что позволяет в данной микс-системе сохранить стабильное высокое качество при относительно маленькой цене. Ливанские производители не стараются удешевить или упростить свою компонентную базу. Скорее наоборот, они всегда идут в ногу со временем, всегда прислушиваясь к мнению и рекомендациям своих пользователей.
Шлифование шпатлевки
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
25 октября 2016 2:54
Основная задача при шлифовании шпатлевки - это выровнять поверхность и создать на ней риски определенной формы и размера. Последующий наносимый грунт должен заполнить каждую риску, не оставляя никаких пустот.
Сечение риски должно быть близко к треугольному и достигнуть ее можно с помощью эксцентриковых (ротационно-вибрационных) шлифовальных машинок с ходом эксцентрика 5-8мм или ручным инструментом.
Для обработки на больших плоскостях подходят плоскошлифовальные машинки. Они быстро придают поверхности необходимый профиль при обработке первых грубых слоев, хороши для понижения риски и «мягкой» обработки перед грунтованием.
Основная работа по приданию формы и выравниванию, выполняется с помощью ручного инструмента, который дает возможность прочувствовать поверхность и понять, где и какое усилие нужно приложить, чтобы выровнять ее. Подобные шлифблоки отличаются по своим размерам и характеристикам. По-другому их называют шлифками, терками, колодками и даже рубанками)
Еще раз напомню, что при шлифовании всех видов шпатлевок нельзя использовать воду. Все работы только по-сухому. Шпатлевка очень гигроскопичный продукт и поглощает влагу, как алкоголик водку. А влагу потом не удалить даже при высокотемпературной сушке. А дальше неприятные последствия. Влага, дойдя до металла, ускорит его коррозию. Также испаряясь из шпатлевки, может вспучить последующие покрытия, особенно при горячей сушке, и в результате ЛКП покроется «сыпью». Здравствуй дефект)
Шлифовать можно начинать через 20-30 минут после нанесения, так как шпатлевка имеет свойство «каменеть» и шлифовать ее потом намного труднее. Особенно это касается шпатлевки со стекловолокном. Ну и надолго оставлять ее нельзя, потому , что она как я уже говорила весьма гигроскопична и берет влагу из окружающей среды. Поэтому желательно после шлифования, сразу загрунтовать.
При шлифовке не забываем правило "Шаг 100". Для обработки шпатлевки я бы рекомендовала использовать абразивы КОVAX, серию MAXCUT, MAXFILM и SUPERASSILEX.
В идеале начальные шаги Р80-Р180-Р280. Если же перескочить с Р80 сразу на Р280, то риска от Р80 не перешлифуется полностью, а только срежутся ее верхушки. Причем в процессе шлифовки риска забьется шлифовальной пылью и впоследствии лакокрасочный материал просядет в эти углубления и шлифовальные риски проявятся на лкп. Здравствуй дефект)
"Шаг 100" применим только для грубых и средних абразивов до P600 включительно. При шлифовке абразивами P600 и выше шаг существенно возрастает.
При использовании шлифмашинки лучше применять такую череду градаций Р80-Р150-Р240-Р320-Р500.
Когда шпатлевка полимеризуется, на поверхности проступает полиэфирная смола, образуя корку, которая быстро забивает даже самый лучший абразив. Поэтому перед началом шлифования, вручную, любым отработанным абразивным материалом необходимо эту корку снять. Тогда дальнейшее шлифование пройдет без проблем.
Обработку поверхности следует начинать с P80-P120, что обеспечит равномерное срезание шпатлевки и возможность придать необходимый профиль поверхности. При ручной шлифовке, поскольку она всегда несколько грубее механической, просто старайтесь брать абразивный материал на одну градацию выше, чем для машинной. Если для машинки P80 — вручную P100, для машинки P150 — вручную P180, для машинки P220 — вручную P240.
При обработке грубой шпатлевки-наполнителя , при сплошном шпатлевании, используйте рубанок с абразивом градации P80. Запомните, риску после грубого абразива обязательно нужно перешлифовать.
Чтобы выявить дефекты, перед шлифованием нужно нанести проявочное покрытие, что существенно упростит выявление огрехов. Проявки бывают как сухие, которые наносятся в помощью аппликаторов, так и аэрозольные в баллончиках.
Если после шлифования нужно нанести еще один слой шпатлевки, грубую риску следует убрать, чтобы не возникло просадки. Для понижения риски используйте Р150-P180.
Перед каждым последующим шпатлеванием поверхность нужно обдуть воздухом и обезжирить. Просто слегка протрите место ремонта салфеткой, смоченной обезжиривателем, и затем сразу сухой. Не надо заливать поверхность обезжиривателем, помните о гигроскопичности шпатлевки.
После того как выровняли поверхность грубым абразивным материалом, приступаем к понижению риски под грунтование. Зона шпатлевания обрабатывается P150-P180. Если понижать риску шлифмашинкой, то надо использовать жесткую подошву.
Ну вот поверхность почти готова, осталось«перебить» риску от Р150-Р180 абразивом P240. Теперь ставим на шлифмашинку мягкую тарелку, чтобы она повторяла общий контур поверхности, сбивая риску, но не спиливая выровненную шпатлевку.
Пограничную зону (примерно 15-20 см вокруг места ремонта) обрабатываем P320. Это нужно для адгезии грунта. Шпатлевку обрабатывать не следует.
Дальше еще раз обдуваем сжатым воздухом и обезжириваем.
Теперь поверхность готова под грунтование.
Не забудьте проверить зашпатлеванную поверхность - она должна быть гладкой и ровной.
Программа GenMixPro
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
3 апреля 2014 17:06
19.03.2014 вышло очередное обновление к программе GenMixPro. Загрузить его можно с главной страницы нашего сайта. Вес обновления 43,8 МБ.
Полировка фар
Inzilya
Пользователь
Сообщений: Регистрация: 16 сен 2020
25 февраля 2014 17:35
Полировка фар
Если вашему автомобилю требуется полировка фар, то в первую очередь необходимо правильно определить, какая полировка фар нужна, именно вашему автомобилю.
Существует два вида восстановления прозрачности фар, в зависимости от того на сколько они “убиты”.
1. Полировка фар абразивными пастами с заматовкой поверхности. Сегодня большинство фар производится из поликарбоната. Так как сам поликарбонат достаточно мягкий к истиранию, то для его защиты от внешних факторов, на поверхности фар имеется защитное напыление. Его толщина составляет 15-20 микрон, в зависимости от производителя. Если глубина царапин и мелких рисок на поверхности фар меньше (не на всю глубину покрытия), то достаточно выполнить абразивную полировку фар. Время такой работы всего 15 минут. Когда фары “убиты” совсем и на поверхности фар имеются ореолы (так называемые оконтуривания расположенные в любом месте и в хаотичном порядке) это означает, что в некоторых местах напыление отсутствует или повреждено на всю глубину. Для спасения таких фар есть другой способ.
2. Полировка фар с предварительной лакировкой поверхности. Фары демонтируются и шлифовальной машинкой удаляются все остатки покрытия. Если на поверхности фар имеются глубокие царапины, то шлифовка производится до их полного исчезновения. Начальная градация абразива Р-220, конечная Р-1500. После выполнения этой процедуры, фара оклеивается защитной бумагой и обезжиривается специальным антистатиком. Затем, соблюдая условия покраски, наносится слой твердого (HS) лака. После высыхания фара обрабатывается шлифовальной машинкой с применением абразивных кружков Р-1500 – P3000 Trizact, для полного удаления шагрени. Дальше производится абразивнаяполировка фар, до их полной прозрачности . После такой операции фара ни чем не отличается от новой!
Исключения составляют лишь редкие случаи, когда на внутренней поверхности фар имеются загрязнения.